Обработка отверстий в крупногабаритных корпусных и других деталях производится на радиально-сверлильных станках. Современный радиально-сверлильный станок (модель 2А55) показан на рис. 8, б. Очень важная часть станка — траверса 4 со шпиндельной головкой 3. В этот узел входят коробка скоростей и коробка подач, шпиндель 5, электродвигатель 2. Траверсу можно поворачивать вокруг колонны 9 и перемещать ее по колонне вверх и вниз; по-самой траверсе можно передвигать шпиндельную головку вместе с электродвигателем 2.
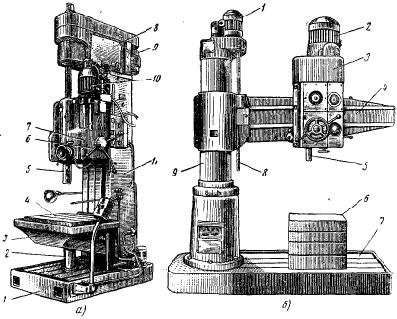
Рис. 8, Сверлильные станки: а — вертикально-сверлильный 2170, б — радиально-сверлильный 2А5
В вертикальном направлении траверса перемещается от электродвигателя 1 вращением винта 8; шпиндельную головку на ней передвигают вращением маховичка. Обрабатываемую деталь устанавливают на съемном столе 6 или прямо на фундаментной плите 7. Поворачивая траверсу около колонны и перемещая по ней шпиндельную головку, можно подвести шпиндель со сверлом или другим инструментом к обрабатываемому месту детали положенному В пределах зоны сверления. Внешняя граница этой зоны определяется крайними положениями шпинделя на траверсе 4.