На станке можно одновременно обрабатывать горизонтальную и две боковые вертикальные поверхности детали. Возвратно-поступательное движение стола станка осуществляется посредством червячно-реечной передачи и редуктора от отдельного электродвигателя 12. В новейших станках применяется не механический, а более совершенный — гидравлический привод. Движение суппортов 8 и 5 по траверсе, суппортов 3 и 11 по стойкам передается от отдельных электродвигателей через коробки подач 13 и 9. Управление станком осуществляется подвесной кнопочной станцией 10.
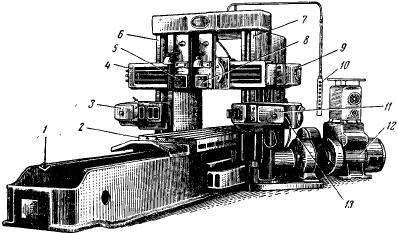
Рис. 6. Продольно-строгальный станок 7231А
На рис. 7 показан поперечно-строгальный станок 7М36. В нем на конце ползуна 11 укреплен суппорт 7, ползун с суппортом может перемещаться по направляющим станины 2, установленной на фундаментной плите 1. Эти перемещения осуществляются гидравлическим или механическим приводом. В первом случае возвратно-поступательное движение ползуна обеспечивается переключением золотника в распределительном устройстве механизма управления 10 при помощи упоров 9 и 12, установленных на ползуне. Перестановкой упоров регулируют длину строгания и величину хода ползуна.
На поперечине 4, установленной на станине расположен стол 5, которому сообщается прерывистая подача на каждый двойной ход ползуна. Привод стола гидромеханический. Быстрое перемещение стола в горизонтальном и вертикальном направлениях происходит от электродвигателя 3. Возможно и ручное перемещение стола. Суппорт 7 с резцедержателем можно перемещать вверх и вниз. Вертикальная подача резца может быть ручной и автоматической.